- Home
- 3D multiphase networks providing high temperature strength to aluminium-silicon piston alloys
3D multiphase networks providing high temperature strength to aluminium-silicon piston alloys
Cast aluminium-silicon alloys are widely used in automotive components such as cylinder heads and pistons. The temperature rise in the combustion chamber of a diesel engine can reach up to ~ 300-400°C and, therefore, high temperature strength is an important requirement for piston alloys. The high temperature strength of cast Al-Si alloys is provided by a transfer of load from the ductile a-aluminium matrix to rigid and usually highly interconnected 3D networks of eutectic silicon. However, if cast Al-Si alloys are solution treated above 500°C, the eutectic silicon rapidly disintegrates and spheroidises, reducing the strength of the alloy [1]. The loss in strength can be avoided to some degree by the addition of transition elements such as nickel and copper that form thermally stable rigid aluminides [2,3]. The reasons for the improvement of mechanical properties of Al-Si alloys by additions of nickel and copper are still a matter of scientific investigations with important technological implications. Here, we report on the effect of different additions of nickel, copper and iron on the high temperature strength of cast Al-Si piston alloys. This was investigated with respect to the microstructural architecture formed by the aluminides and the eutectic silicon. Absorption and phase contrast synchrotron microtomography was used to study samples of the alloys AlSi12, ASi12Ni, AlSi12Cu5Ni1 and AlSi12Cu5Ni2 in as-cast condition and after solution treatment using the ID19 beamline.
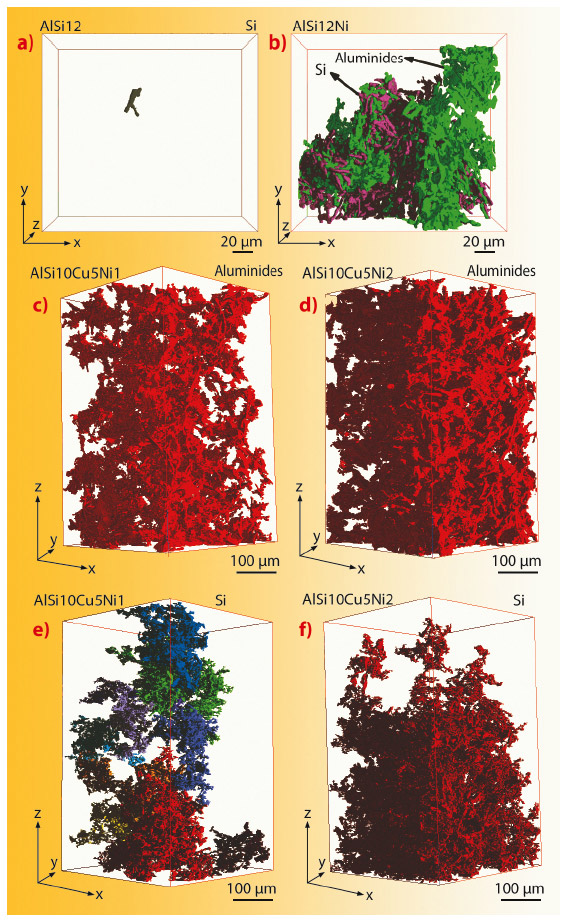
Figure 132 shows the largest particles of the eutectic silicon and of the aluminides within the considered volumes for the studied alloys after 4 h solution treatment at 490°C. The tomographic results show that the interconnectivity of the eutectic silicon is highly conserved after the solution treatment for the aluminide-containing alloys (Figure 132b, e and f).
 |
|
Fig. 132: 3D structures of aluminides and Si after 4 h of solution treatment: a) Si in AlSi2, b) Si and aluminides in AlSi12Ni, c) aluminides in AlSi10Cu5Ni1, d) aluminides in AlSi12Cu5Ni2, e) Si in AlSi10Cu5Ni1 and f) Si in AlSi10Cu5Ni2. |
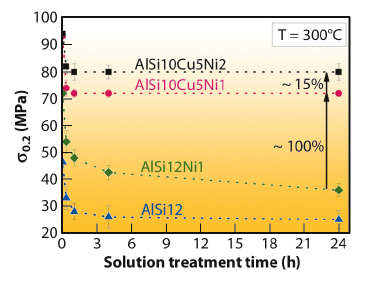
Figure 133 shows the evolution of the proof stress, σ0.2, at 300°C as a function of the solution treatment time at 490°C. The solution treatment caused a decrease in the high temperature strength of the alloys within the first 4 h.
 |
|
Fig. 133: Proof stress σ0.2 at 300°C for the investigated alloys as a function of the solution treatment time. |
The aluminide-containing alloys exhibit higher strengths than the AlSi12 alloy due to the larger volume fraction of rigid phases, amounting to 18-24%, the high interconnectivity of the aluminides and their high contiguity with the eutectic silicon. The alloys AlSi12Ni1 and AlSi10Cu5Ni1 contain ~ 8 vol.% of aluminides. However, the aluminides in the AlSi10Cu5Ni1 alloy present a higher degree of interconnectivity (~ 94% in as-cast condition and ~ 75% after stabilisation) than the AlSi12Ni1 alloy (~ 60% in as-cast condition and ~ 50% after stabilisation). X-ray diffraction analysis revealed that the addition of copper produces various aluminides increasing the contiguity: Al7Cu4Ni, Al2Cu, Al4Cu2Mg8Si7 and AlSiFeNiCu. ~ 90% of all the aluminides and all the eutectic silicon are forming a highly interconnected rigid 3D structure in AlSi10Cu5Ni1 which increases the high temperature strength by ~ 100% with respect to the Cu-free alloy AlSi12Ni (Figure 133).
The piston alloys AlSi10Cu5Ni1 and AlSi10Cu5Ni2 show similar strength in the as-cast condition. AlSi10Cu5Ni2 contains more aluminides (~ 13 vol.%) and it retains a ~ 15% higher strength level than AlSi10Cu5Ni1 after the solution treatment. Furthermore, the 3D network of the rigid phases is practically fully preserved (~ 97%) during solution treatment of the AlSi10Cu5Ni2 (Figure 132d, f), owing to the larger degree of contiguity between the aluminides and eutectic silicon. This results in an extra increase of load transfer from the Al matrix to the reinforcing 3D network of aluminides and silicon which is more important at high temperatures where the matrix becomes relatively softer.
The results indicate that the design of cast Al-Si alloys for high temperature applications requires a deep understanding of their 3D architecture and the mechanisms governing its evolution with temperature and time. Synchrotron microtomography is a powerful tool to achieve these tasks mainly due its non-destructive nature, suitable sample-size-to-resolution ratio and the possibility to use phase contrast to reveal the eutectic Si embedded in the Al matrix.
Principal publication and authors
Z. Asghar (a), G. Requena (a) and E. Boller (b), Acta Materialia 59, 6420-6432 (2011).
(a) Vienna University of Technology, Institute of Materials Science and Technology, Vienna (Austria)
(b) ESRF
References
[1] Requena et al., AdvEngMat (2011).
[2] Z. Asghar, G. Requena and E. Boller, Pract. Metallogr 9, 471 (2010).
[3] Z. Asghar, G. Requena and F. Kubel, Mater. Sci. Eng A 527, 4691 (2010).
partners



European Synchrotron Radiation Facility - 71, avenue des Martyrs, CS 40220, 38043 Grenoble Cedex 9, France.